







HID Membranes in Water Treatment for Biological Pharmacy
Introduction
Water plays a crucial role in the biological pharmacy industry, serving as a universal solvent in many pharmaceutical processes. Ensuring the purity and safety of water used in these processes is paramount. One of the leading manufacturers in this field is HID Membrane Co., Ltd., a China-based company specializing in Reverse Osmosis (RO) membranes1.
HID Membranes in Biological Pharmacy Water Treatment
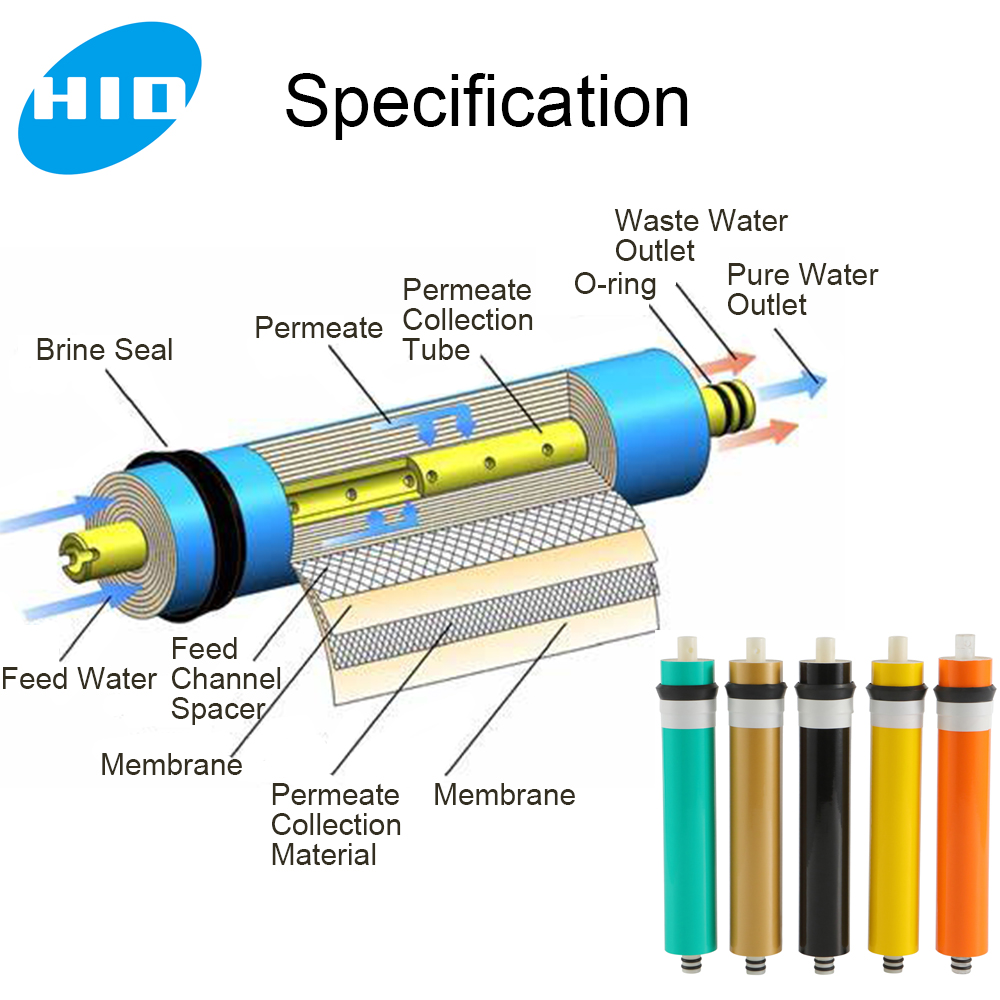
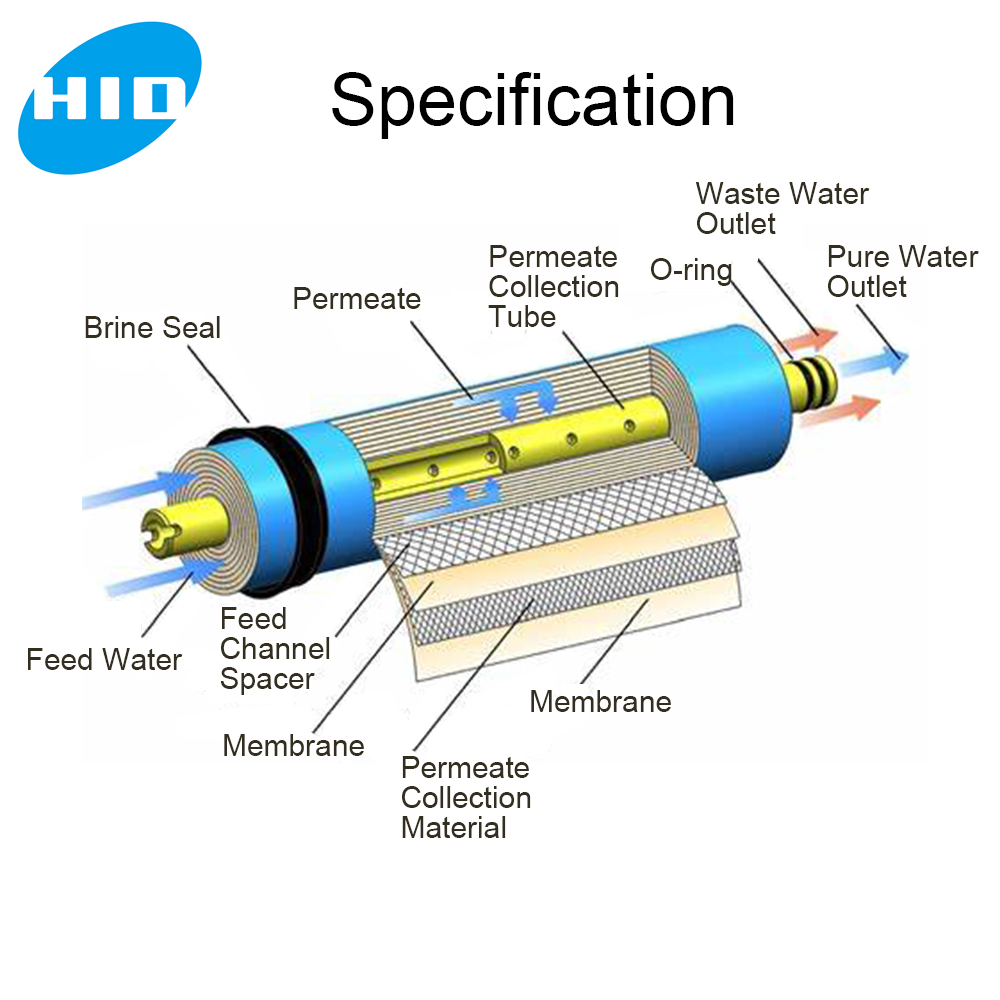
HID Membrane Co., Ltd. has been manufacturing RO membranes since 20081. Their products are used in various applications, including water treatment for biological pharmacy. Here’s how HID’s RO membranes contribute to this process:
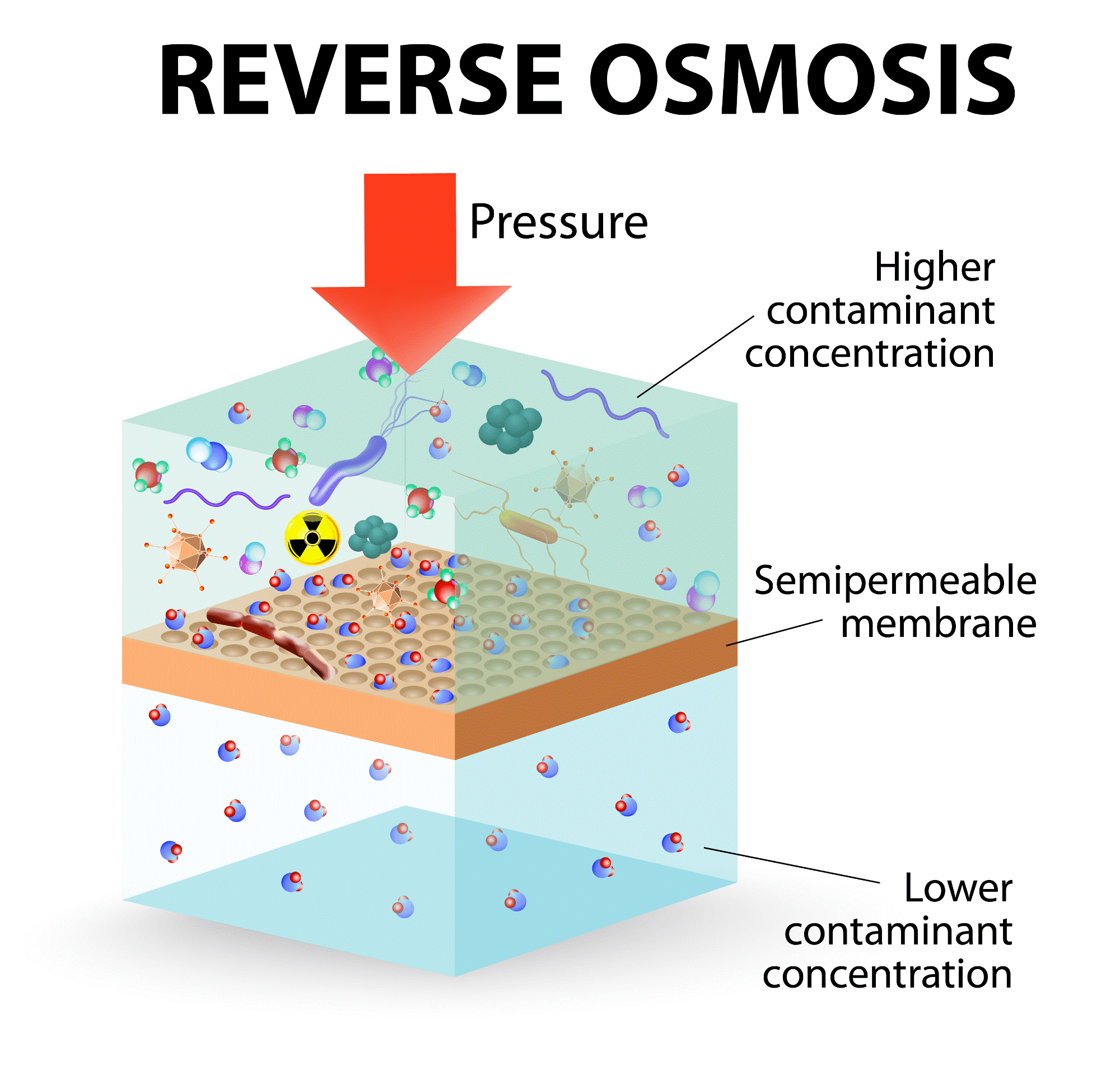
1.Water Purification: HID’s RO membranes play a significant role in water purification in the biological pharmacy industry. The RO process effectively removes impurities and microorganisms, ensuring that the water used in pharmaceutical processes is safe and clean2.
2.Concentration of Nutrients: In addition to water purification, HID’s RO membranes can also be used to concentrate nutrients in water. This is particularly useful in situations where the water source is rich in beneficial minerals.
Advantages and Challenges
The use of HID’s RO membranes in water treatment for biological pharmacy offers several advantages. It is energy-efficient, does not require the use of chemicals, and can operate at relatively low temperatures, preserving the quality of heat-sensitive nutrients.
However, there are also challenges to be addressed. Membrane fouling, where particles block the pores of the membrane, can reduce its efficiency. Additionally, the initial investment for RO systems can be high.
Conclusion
Despite these challenges, the use of HID’s RO membranes in water treatment for biological pharmacy is likely to continue to grow. As technology advances and more solutions are found to address the issues of membrane fouling and cost, RO could become even more integral to the biological pharmacy industry. It represents a promising technology for the production of high-quality, safe, and nutritious water.